
Handheld Dot Peen Marker for Large Parts: How to Mark Heavy Workpieces Safely
A large workpiece changes the marking decision immediately. The buyer may not be choosing a machine for a clean desktop sample; they may be trying to mark a steel frame, flange, pipe section, valve body, or fabricated component that is too heavy to move. In that situation, a handheld dot peen marker for large parts is useful only if it can reach the mark position safely and hold steady long enough to create a readable permanent ID.
Start With the Workpiece, Not the Machine Photo
The first question is not “which model is cheapest?” It is “where will the mark sit on the real part?” A flat steel plate, a round flange, a welded frame, and an engine block each create a different access problem. The marker may need a magnetic base, a shaped support, a hanging balance, or a rotary fixture. If the part is painted, oily, curved, or rough, the test mark should be done before bulk ordering.
For buyers comparing handheld electric options, the handheld electric dot peen marking machine category is the main landing page. For a larger handheld marking window, see the 150 x 50mm K3 handheld electric dot peen marker.
When a Handheld Marker Makes Sense
- The part is already assembled: chassis, frames, large castings, and welded structures are often easier to mark in place.
- The mark position changes: repair centers and service teams may need to mark different parts every day.
- The quantity is moderate: a handheld marker can be practical when a full automatic station is not justified.
- The buyer needs local demos: distributors can show sample marking on the customer’s actual workpiece instead of only showing a catalog.
Four Practical Checks Before Buying
| Check | Why it matters | What to send to the supplier |
| Marking position | The operator must reach the surface without twisting the machine or body. | Close-up photo and wide photo of the part position. |
| Surface shape | Curved, ribbed, rusty, or uneven surfaces may need a fixture or a different head. | Material, surface condition, and whether the base can sit flat. |
| Marking content | VIN-style text, serial numbers, QR codes, and logos need different marking windows. | Sample text, code size, required character height, and depth target. |
| Production rhythm | One repair mark per hour is different from a line that marks hundreds per shift. | Daily quantity, operator count, and whether scan-to-mark is needed. |
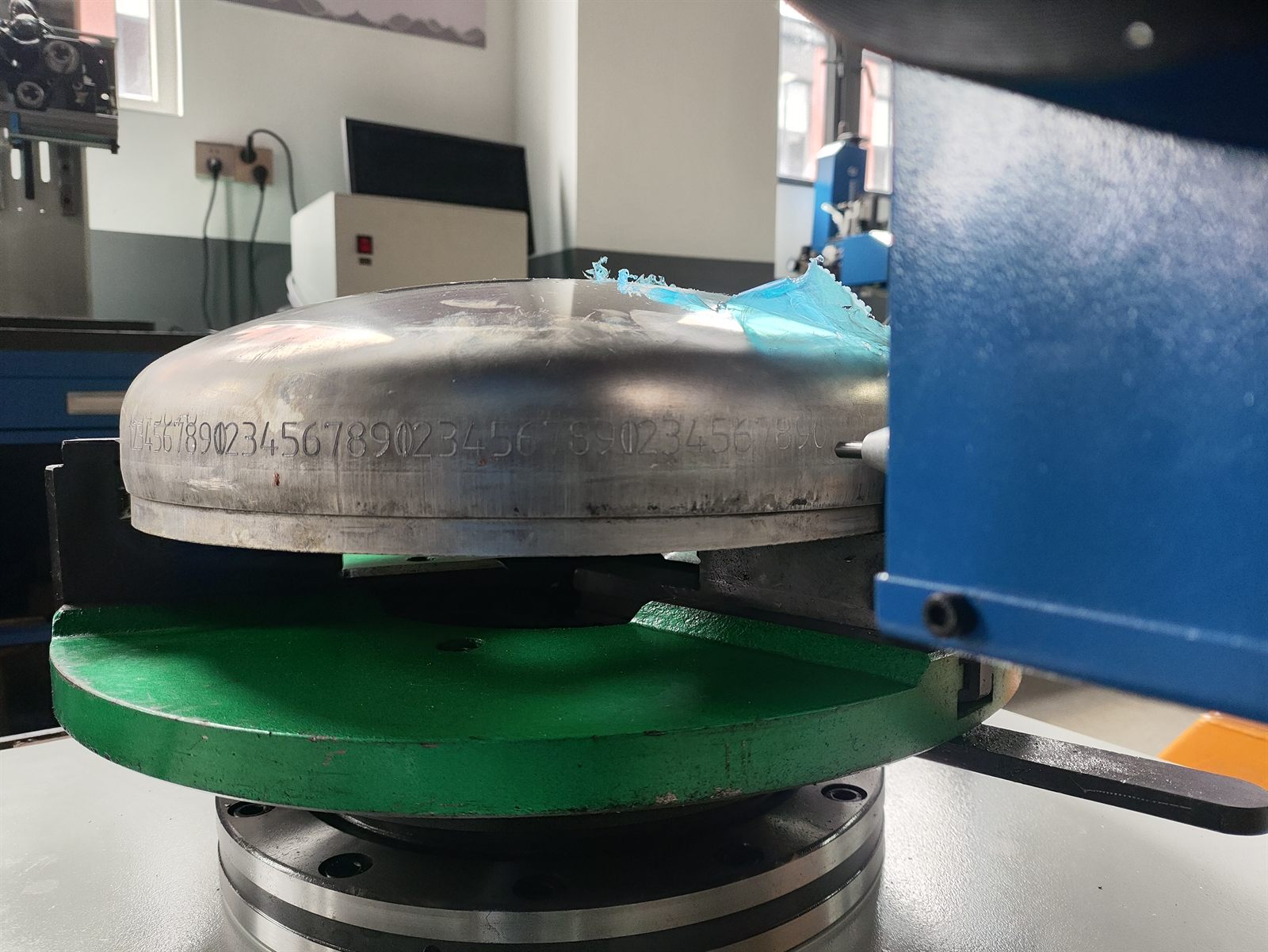
Large Flanges Show Why Fixtures Still Matter
Large-part marking is not always solved by holding the machine by hand. CNMarking’s custom desktop rotary dot peen flange marking case shows another path: when a stainless steel flange can weigh up to 70kg and reach 500mm diameter, a reducer-driven rotary fixture and three-jaw chuck can be safer and more repeatable than forcing the operator to chase the mark around the part.
That is why the best supplier conversation usually covers both handheld and fixture-based options. A handheld marker is flexible. A custom fixture is repeatable. A good recommendation depends on the part shape, the marking position, and how often the same operation repeats.
Dealer and OEM Angle
For dealers, large-part marking creates a strong demonstration opportunity. A customer can immediately understand the value when the mark is made on a heavy part that previously needed stamping, labels, or moving to another station. Dealers should ask suppliers about sample marking, spare pin kits, controller language, training files, and whether private-label documents can be prepared for their market.
Best RFQ Details for a Large-Part Marker
- Workpiece material, hardness range, size, and approximate weight.
- Photo of the exact marking position and the operator’s access direction.
- Marking content, character height, code size, and required depth.
- Whether the part is flat, curved, painted, machined, rusty, or coated.
- Daily quantity and whether data should come from manual input, barcode scanning, or a file.
Send these details through CNMarking’s contact page. If the workpiece is a flange or valve part, also review the flange marking machine options so the engineer can compare handheld and rotary fixture solutions side by side.

