
High-Power Semiconductor Laser Welding for Stainless Steel and Battery Case Applications
High-power semiconductor laser welding is useful when a factory needs a stable, low-spatter welding process for thin metal parts, stainless steel components, mechanical hardware and selected automotive or battery-related assemblies. The process is especially attractive when the customer wants a clean weld surface, smooth heat input and a compact laser source that can be integrated into a fixture or automated station.
This application case rewrites a public high-power semiconductor laser welding process reference into a practical buyer-oriented case for CNMarking customers. The focus is not on a single laser brand. The focus is on how spot welding, continuous welding and double-beam welding behave in real production planning, and what a buyer should confirm before moving from sample testing to a complete welding station.
Application Background
In metal fabrication, a high-power semiconductor laser can be used for thermal conduction welding and controlled deep-fusion welding. Compared with a very small focused beam, the larger and more uniform beam profile can create a stable melt pool on thin metal workpieces. For appropriate materials, this helps reduce spatter, smooth the weld surface and improve repeatability.
Application Photos from the Welding Case



Typical related applications include stainless steel spot welding, thin sheet seam welding, hardware components, mechanical products, automotive parts, new energy battery case sealing and small metal package welding. The final process still depends on the workpiece material, surface condition, joint geometry, clamping pressure and required strength or sealing level.
Process 1: Spot Welding and Seam Welding
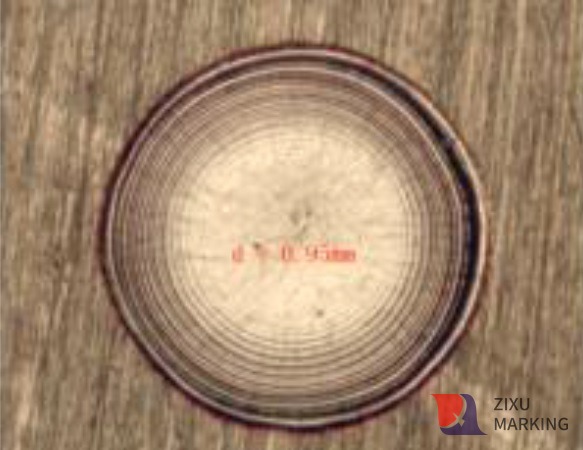
For spot welding, a 1500W-class semiconductor laser can work as a thermal conduction welding source. By controlling laser power, irradiation time and the power ramp near the end of the weld, the process can reduce defects caused by sudden keyhole collapse or uncontrolled heat release. In practical sample testing, the goal is to produce a stable spot without excess porosity, burning or surface deformation.
For production, the key variables are pulse time, power curve, focus position, spot size, fixture contact and part-to-part consistency. A clean sample is useful, but a good production plan must also check how the weld behaves after repeated cycles and operator loading.
Process 2: Continuous Welding for Thin Metal Structures
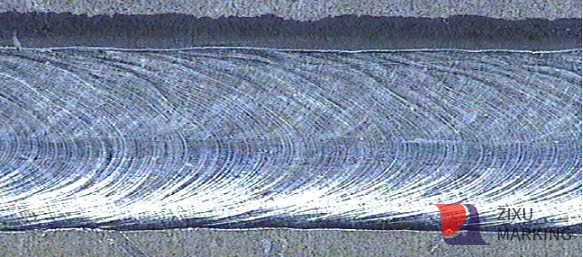
In continuous welding, the same laser class can be used for smooth seam welding on thin metal structural parts. Depending on the joint and energy density, the weld may remain in a stable thermal conduction mode or move toward deeper fusion. For butt welds, lap welds and fillet welds, the practical target is a continuous bead with controlled width, low spatter and repeatable penetration.
In the source process reference, continuous thermal welding could reach a weld width around 3.5 mm under suitable conditions. Deep-fusion welding produced a more pronounced cross-section profile while keeping the process stable and low-spatter. For buyers, these numbers should be treated as sample-test references, not universal promises. The actual weld window must be validated on the customer’s material and joint design.
Process 3: Double-Beam Laser Welding
Double-beam welding combines the advantages of two laser sources. A broad semiconductor laser beam can preheat or stabilize the melt pool, while a focused fiber laser can increase penetration. By changing the energy ratio between the two beams, the weld cross section can move between semi-circular, V-shaped, U-shaped and Y-shaped profiles.
This approach can be useful for battery case capping, small metal package welding and applications that need both surface control and deeper fusion. It also adds engineering complexity. Beam alignment, energy ratio, shielding gas, fixture stability and inspection must all be managed as one process.
Why Semiconductor Laser Welding Can Be Attractive
A semiconductor laser source can offer a compact structure, relatively simple system layout, high electro-optical conversion efficiency and an even energy distribution. The shorter wavelength around 915 nm can also improve absorption on some metal materials compared with longer-wavelength choices. These characteristics make the technology suitable for automated metal processing when the application needs stable heat input rather than only maximum penetration.
However, the source alone does not guarantee a good weld. Stable production also requires fixture accuracy, material consistency, motion control, cooling, operator workflow, inspection rules and maintenance planning.
Buyer Checklist Before Sample Testing
- Confirm base material, thickness, coating and surface cleanliness.
- Define the weld type: spot, seam, butt, lap, fillet or package sealing.
- Set the acceptance standard: appearance, penetration, strength, leak rate or cross-section profile.
- Prepare drawings, sample parts and expected cycle time.
- Confirm whether the station will be manual, semi-automatic or fully automatic.
- Define fixture loading direction, clamping pressure and part positioning tolerance.
- Plan inspection, traceability marking and operator safety from the beginning.
How CNMarking Can Support Similar Welding Projects
CNMarking supports industrial customers with laser welding machines, automatic platform laser welding systems, customized fixtures and permanent part identification planning. For a laser welding project, the best starting point is a sample and process review rather than a generic equipment quotation.
For metal welding applications, the CNMarking team can review the workpiece, expected weld type, fixture method and production mode. For projects that also need traceability, CNMarking can connect welding with laser marking, QR codes, Data Matrix codes, scanner verification and production workflow design.
If you are evaluating semiconductor laser welding, fiber laser welding or a mixed laser welding process, send CNMarking your part drawing, material, target weld requirement and production plan. We can help judge whether the next step should be sample testing, fixture design, handheld welding review or a fully automated welding station discussion.

