
Cost-Effective Benchtop Dot Peen Marking Solution for Automotive Chassis Components

CNMarking, the overseas brand of Chongqing Zixu Machine Works, delivered a cost-effective benchtop pneumatic dot peen marking solution to a Hangzhou-based supplier of automotive chassis components for both fuel-powered and new energy vehicles. The customer had been using a manually adjusted 50W fiber laser for permanent identification, but the process was slow, required frequent focus changes, and cost far more than the marking task really justified.
The supplied case material describes a typical traceability problem in automotive supply chains: steel chassis parts still need permanent and durable identification, but the parts vary in height, shape, and loading convenience. In this case, the customer wanted approximately 0.25 to 0.30 mm marking depth on steel components while improving both cycle time and equipment economics.
Customer Background and Marking Requirement
According to the source draft, the customer manufactures cast and machined steel chassis components for passenger vehicles and supplies multiple overseas automotive brands. Parts in this category usually require permanent serial, batch, or internal tracking marks so the manufacturer can maintain lifecycle traceability and quality control.

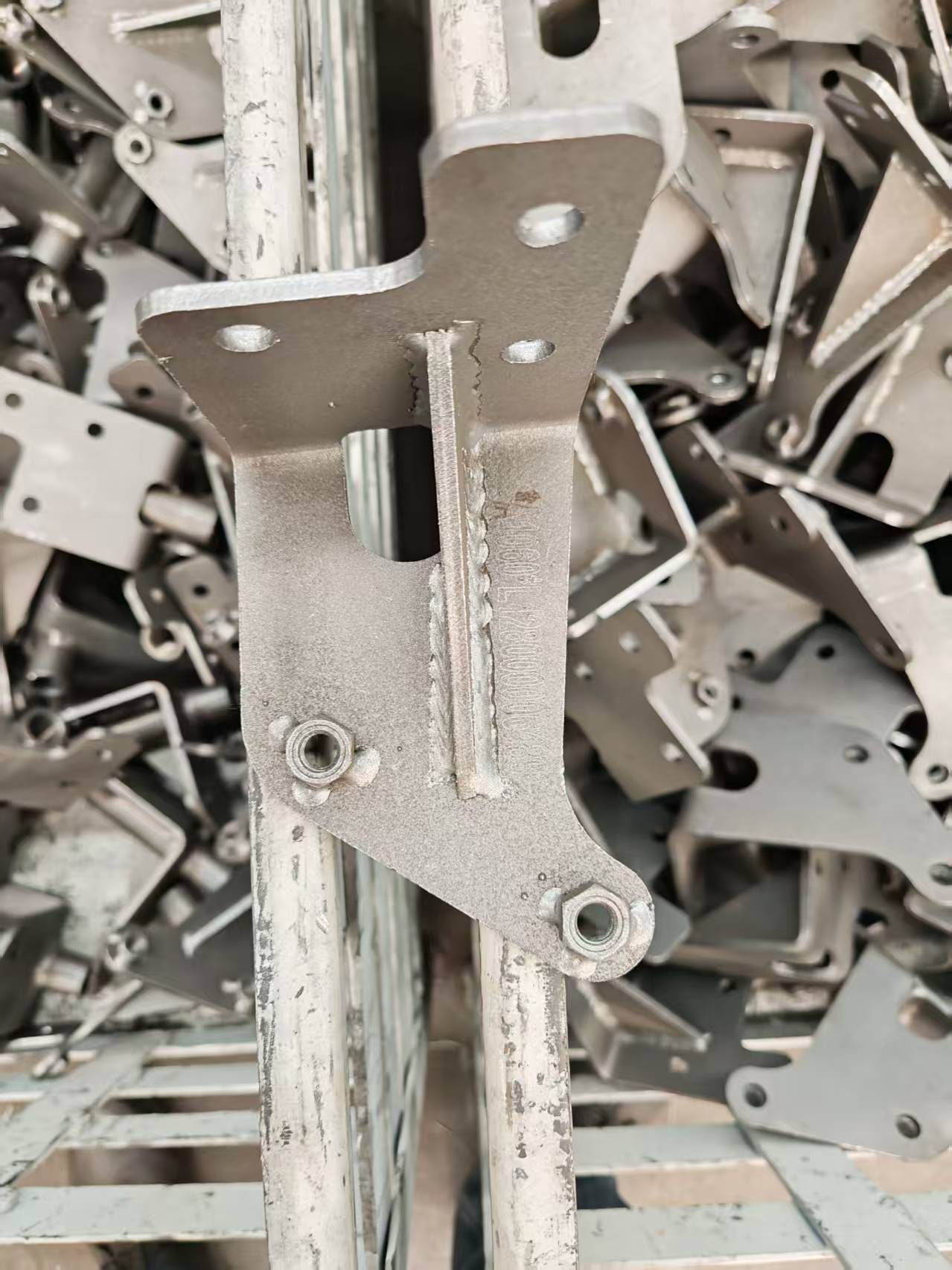
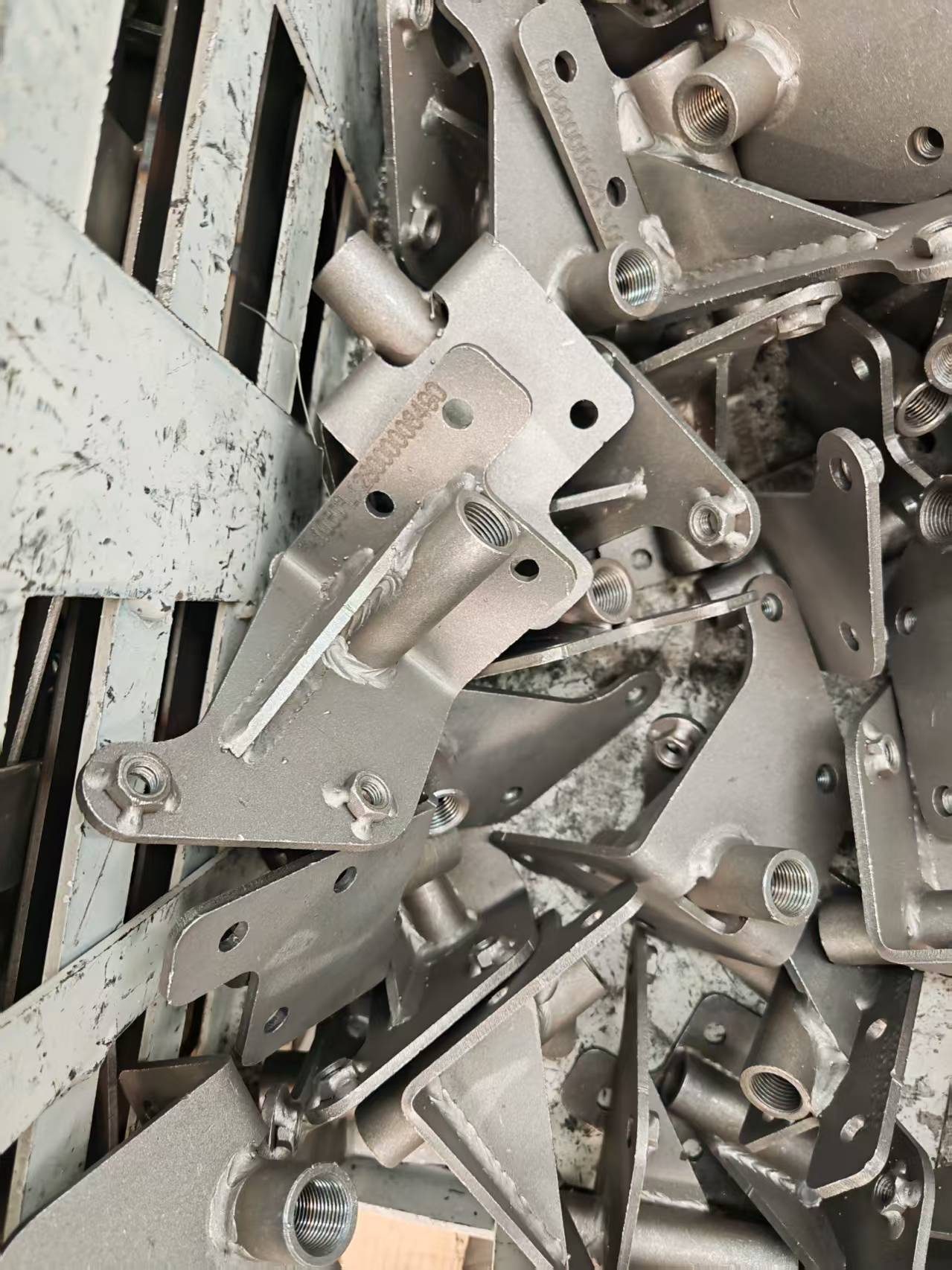
The supplied application photos show several representative chassis parts, including long stamped members, cast structural pieces, machined link plates, and flat plates that can be grouped for marking by part family or fixture setup.

Why the Previous 50W Manual Laser Process Became a Bottleneck
Before switching approaches, the customer used a 50W fiber laser marking machine purchased in 2018. Because the components varied in thickness and geometry, operators had to position and refocus manually for different batches. The source material states that reaching the required 0.25 to 0.30 mm depth could take about 100 seconds per part on that 50W setup.
The customer initially considered moving to a 100W to 300W auto-focus laser configuration to reduce manual work. However, that path would still involve a higher equipment budget and more optical-system cost than necessary for a marking task focused mainly on deep permanent traceability rather than fine cosmetic contrast.
Why CNMarking Recommended Benchtop Dot Peen Instead
After reviewing the application, CNMarking recommended a standard benchtop pneumatic dot peen machine with a simple flat electromagnetic fixture instead of a higher-power laser. For this specific job, dot peen offered the right balance of marking depth, practical loading, and capital cost.
| Evaluation Point | Previous 50W Fiber Laser | Considered 100W-300W Auto-Focus Laser | Recommended Benchtop Dot Peen |
|---|---|---|---|
| Required depth | 0.25 to 0.30 mm achievable | 0.25 to 0.30 mm achievable | 0.25 to 0.30 mm achievable |
| Typical cycle in this case | About 100 seconds | About 30 seconds expected | About 30 seconds described in the source draft |
| Equipment budget | About USD 4,000 historical purchase | About USD 6,000 to 7,000 under consideration | About USD 1,000 to 1,500 recommended |
| Adjustment requirement | Manual focus and positioning | Auto focus but higher system cost | Less adjustment with long-amplitude marking pin |
| Fixture complexity | More positioning effort | More positioning effort | Simple electromagnetic fixture |
Electromagnetic Fixture and Long-Amplitude Working Range
The flat electromagnetic fixture simplified loading. Instead of complex mechanical clamping, the operator could place the steel part on the fixture and secure it magnetically. For flat or near-flat chassis parts, that is a practical workholding method that keeps setup time low.
The source draft also highlights the long-amplitude marking pin. CNMarking described an effective vertical working range of about 20 mm, which means moderate height differences can be absorbed without the kind of precise refocusing a laser system needs. That is one of the main reasons a simple benchtop dot peen system could solve this case so economically.

Trial Order and Expected Production Evaluation
According to the provided material, the customer placed an initial trial order for one benchtop dot peen system with the electromagnetic fixture. The decision was driven by the lower equipment cost and the expectation of much easier day-to-day setup for deep permanent marking. Wider replacement of the older method was described as dependent on the customer’s production evaluation, so this should be understood as a delivered trial-solution case rather than a claimed full-factory rollout.

Readers comparing other metal-part identification methods can also review our dot peen vs laser comparison and another automotive chassis marking case.

